JR西日本は2月28日、博多発東京行き『のぞみ34号』で昨年12月11日に発生した、台車トラブルに関する調査経過を公表した。
新幹線始まって以来の「重大インシデント」とされたこのトラブルでは、博多を13時33分に発車した『のぞみ34号』(N700系16両編成)の走行中に異音や異臭が発生。名古屋駅で点検を行なった結果、13号車台車の歯車箱付近に油漏れが確認された。
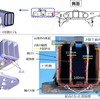
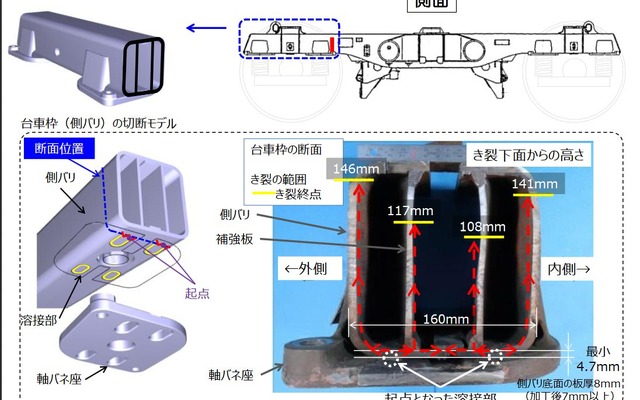
JR西日本が、JR東海や鉄道総合技術研究所(鉄道総研)の協力により行なった調査によると、台車枠を構成し、車体を支える役割を果たす「側バリ」下面の溶接部から亀裂が発生し、それが伸展した結果、台車枠が歪み、車軸にズレが生じたという。
その結果、主電動機(モーター)と歯車箱をつなぐ「継手(つぎて)」と呼ばれる部分が変位し、その状態で車軸が回転したことで、継手内部に損傷や発熱、変色が発生した。異臭や白煙、異音が認められたのはこれが原因で、継手からはグリス(液状の潤滑油)が流出し、歯車箱やモーターに付着したことが判明した。
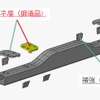
N700系を製造した川崎重工業(川崎重工)によると、側バリは、2つの部品を抱き合わせて、蓋や軸バネ座で固定、さらにプレス板材で補強して完成となる。
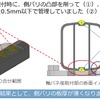
側バリの上下には凸部があるため、軸バネ座を固定する際は、がたつきが発生しないように、その隙間を0.5m以下とすることが定められているが、川崎重工では、本来、行なってはならない側バリの凸部を削り、肉盛溶接により隙間を調整、固定していたという。
その結果、側バリの板厚を8mm(加工後は7mm以上)とする設計基準が守られず、最小で4.7mmになる箇所が発生していたという。亀裂は、板厚が薄くなった側バリ下面と軸バネ座の結合部から広がり、応力が増していくにつれて金属疲労が進み、発生したと推定されている。
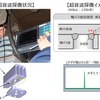
これを受けて、側バリ下部が目視できない位置にあることから、超音波探傷による点検を実施。問題の亀裂台車以外でも、JR西日本車の100台、JR東海車の46台で、7mm未満の板厚が発見されたという。
ほかに、微細な傷のある側バリが、JR西日本車の22台、JR東海車の7台で確認されているが、いずれも溶接部の範囲を越える亀裂を確認していないため、台車枠の強度に影響はないとしている。
川崎重工では、台車枠製造に不備があったことを認めた上で、「き裂発生台車枠は運輸安全委員会様の管理の下、き裂発生の原因の特定や進展メカニズムの詳細調査を続けており、今後も当社は全面的に協力し、真摯に取り組んで参る所存です」としている。
今後は、内部に品質管理委員会を設立し、品質管理の是正などに取り組むほか、側バリの板厚が7mmを下回った台車枠をすべて交換。7mmを下回っていない場合でも、超音波探傷により何らかの傷が存在すると疑われた台車枠についても、自社の判断で交換するとしている。